Precision that Connects.
For Over 90 Years.



Your inquiry is in good hands.
We take the time to address your specific needs – whether regarding development, sampling, or capacity.
Our experts accompany you from the initial concept to the finished litz wire.
Engineering Knowledge Base: Fine Wires and Litz Wires
Fundamentals of Litz Wire and Wire Technology
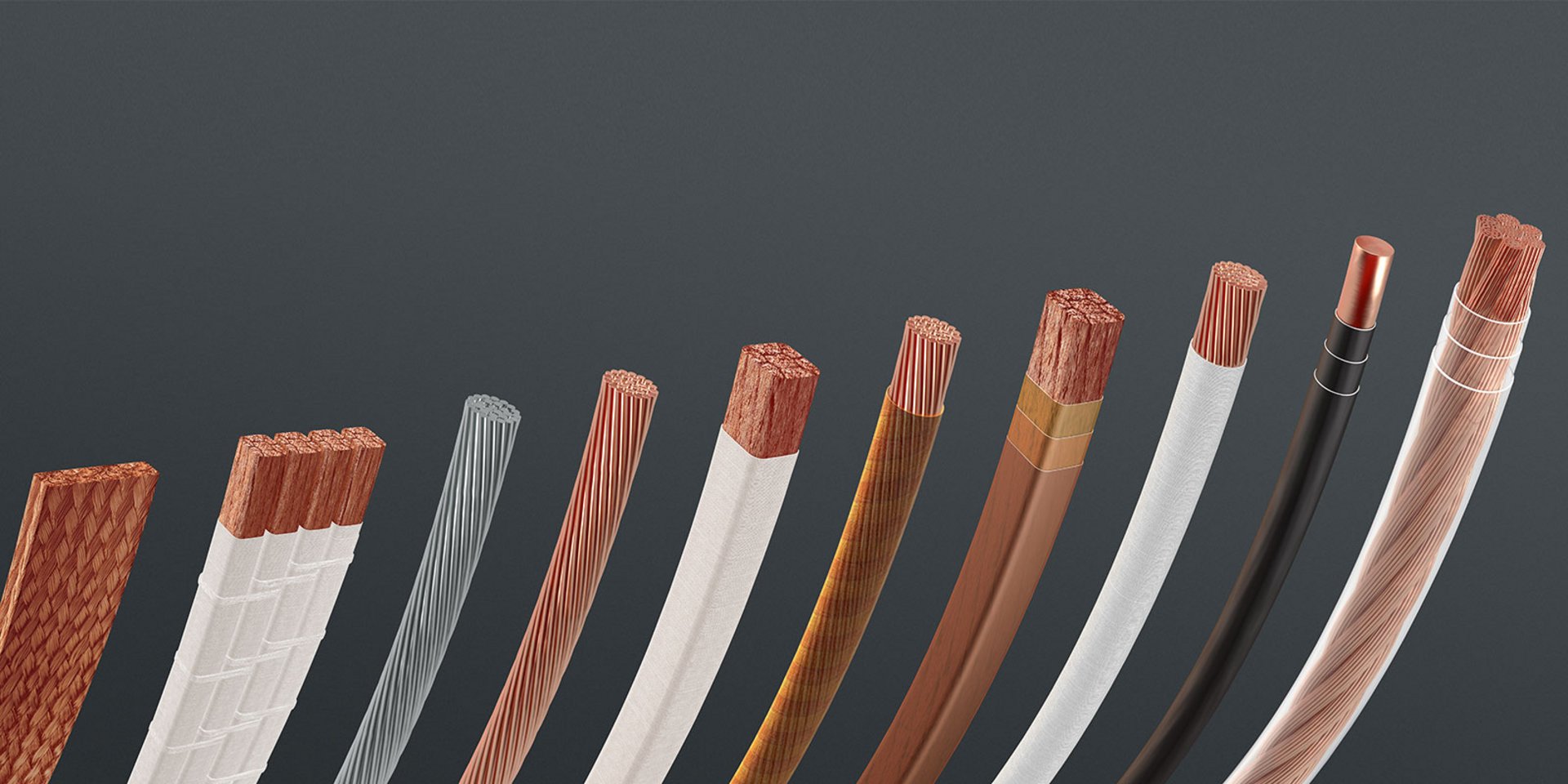
Wires and litz wires form the bedrock of modern electrical engineering – often inconspicuous, yet crucial for efficiency, signal quality, and reliability.
In this section, we explain the construction, physical principles, and key differences between single wires and litz structures. Our goal is to foster a deeper technical understanding of why precision-manufactured conductors are essential for stable electrical systems.
Materials and Manufacturing
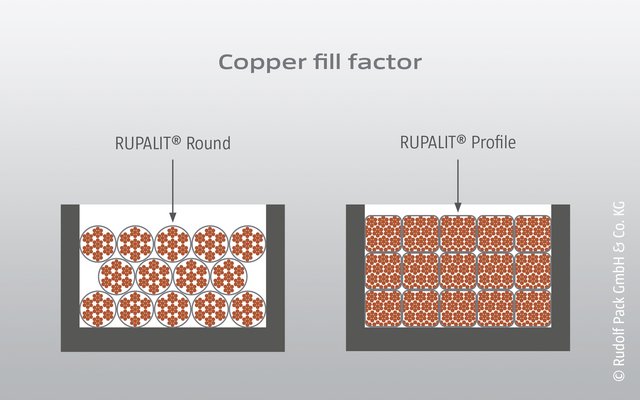
Every litz wire is the result of a precisely coordinated process – from the initial selection of the metal to the final insulation.
Here, we highlight the materials we use, how stranding, insulation, and profiling work, and what reproducibility means in practice.
All procedures described are based on our own manufacturing expertise – Made in Germany, with control down to every single wire.
Insights into Manufacturing
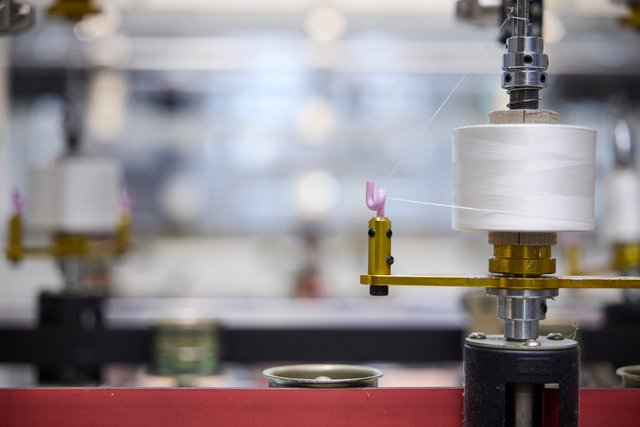
Highly specialized systems enable customized products and continuous manufacturing monitoring.
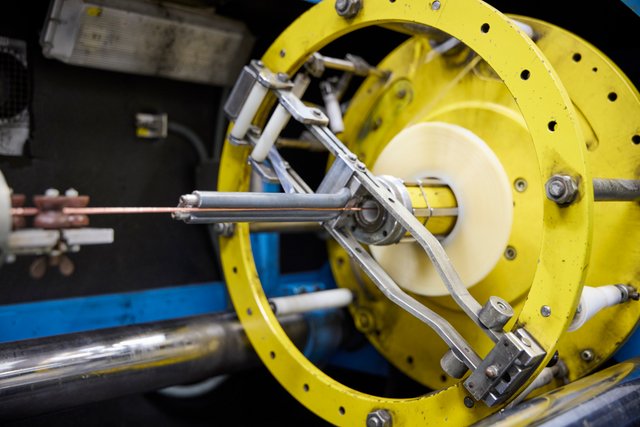
Technical properties during foiling can be precisely adjusted to meet specific production requirements.
Standards, Certificates, and Quality Assurance
Quality is never accidental – it is the result of transparent processes and binding standards.
This section outlines the standards PACK LitzWire adheres to, the relevant certificates (e.g., VDE, UL, DIN EN ISO), and the continuous testing that accompanies our manufacturing.
This transparency provides the peace of mind that engineers and procurement specialists rely on.
Calculation and Tools
Technical precision begins with calculation. With tools like RuPaFox®, LiWiCalc®, our diameter calculator, and various reference tables, PACK LitzWire provides practical resources to determine electrical and mechanical parameters with exact precision.
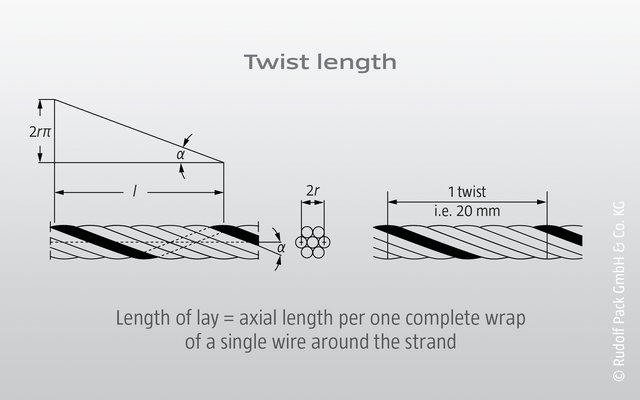
In this section, you will learn how calculations for cross-sections, lay lengths, or length-to-weight ratios work – and how digital tools accelerate development.

Configurator RuPaFox®
Optimize your winding design in just a few steps: RuPaFox® calculates the missing values and the total diameter including insulation from two core parameters. Additionally, the tool provides resistance and weight metrics for reliable technical and logistical planning.

Calculator LiWiCalc®
Simulate power losses and current densities based on data from real-world HF litz wire manufacturing. Developed by the Fraunhofer Institute IISB, LiWiCalc® provides a scientifically sound basis to realistically evaluate and specifically optimize HF litz wires for your application.
Applications and the Future of Litz Wires
Conductive materials are key technologies for energy, mobility, and communication – and they are evolving rapidly.
Here, we provide insights into current and future application fields for wires and litz wires: from e-mobility and power electronics to medical technology. We highlight the trends shaping materials, geometries, and manufacturing processes, and show how research and AI are transforming the litz wire of the future.
Practical and Service Insights
Technical consultation doesn't end with the product.
In this section, you will find answers to practical questions from engineering, procurement, and production: from selecting the right litz wire to reproducing existing types. PACK LitzWire sees itself as a partner that actively contributes to solutions – reproducible, flexible, and with a direct point of contact.
Technical Resources
Access all relevant documentation at a glance: certificates, technical datasheets, and more.
Our download area complements this compendium with practical resources for everyone involved in the planning, development, or procurement of wires and litz wires.
Your inquiry is in good hands.
We take the time to address your specific needs – whether regarding development, sampling, or capacity.
Our experts accompany you from the initial concept to the finished litz wire.